Welding is all about precision, and when it comes to flux core welding with a Lincoln welder, having the right settings can make a world of difference. If you’ve ever struggled with getting a smooth, clean weld, you’re not alone.
I’ve been there too—dealing with spatter, burn-through, and weak welds that don’t hold up. But once I learned how to dial in the correct Lincoln flux core welding settings, everything changed.
Flux core welding is a fantastic option because it doesn’t require shielding gas, making it ideal for outdoor welding or working in windy conditions. It’s also great for thicker metals since it provides deep penetration. However, without the right settings, it can quickly turn into a frustrating experience.
I’ll guide you through the essential settings you need to get the best results from your Lincoln welder. From voltage and wire speed to amperage and metal thickness, I’ll break it all down so you can start welding with confidence. I’ll include a detailed settings chart to make things easier.
Why Proper Flux Core Welding Settings Matter
When I first started welding, I didn’t realize how much settings impacted weld quality. I thought I could just pull the trigger and go, but that led to messy welds, weak penetration, and a ton of spatter. I quickly learned that adjusting the settings properly improves penetration, bead appearance, and overall weld strength.
If your settings are wrong, you’ll run into these common problems:
- Excessive spatter, making cleanup a nightmare
- Poor penetration, leading to weak welds that can crack
- Burn-through, especially on thinner metals
- Inconsistent bead shape, making your work look sloppy
- Unstable arc, causing difficulty in controlling the weld
With the right adjustments, you can avoid these issues and get clean, strong, and professional-looking welds.
Lincoln Flux Core Welding Settings Chart
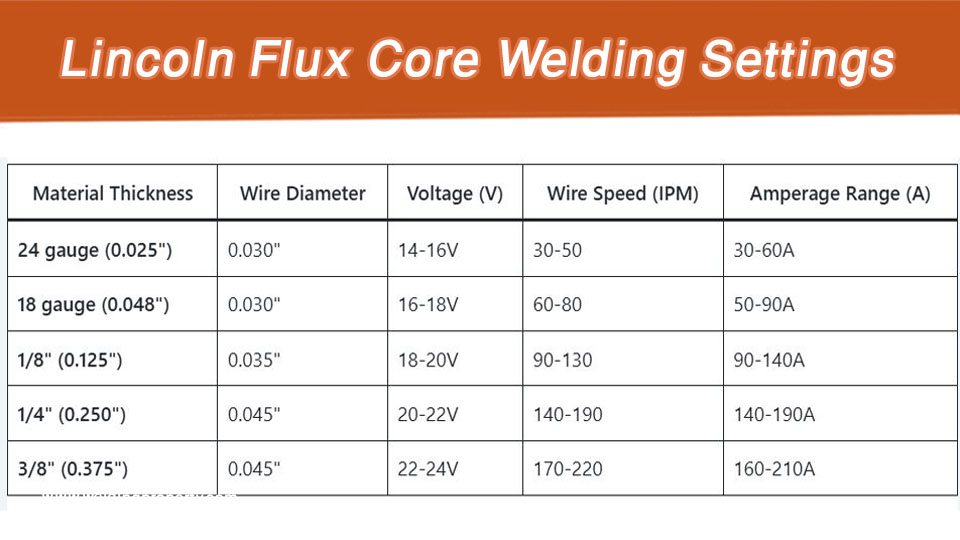
Here’s a settings chart to help you find the correct voltage, wire speed, and amperage for your Lincoln welder. This is a great starting point, but remember that small adjustments may be needed based on your specific welder and welding conditions.
Flux Core Welding Settings for Lincoln Welders
| Material Thickness | Wire Diameter | Voltage (V) | Wire Speed (IPM) | Amperage Range (A) |
|---|---|---|---|---|
| 24 gauge (0.025″) | 0.030″ | 14-16V | 30-50 | 30-60A |
| 18 gauge (0.048″) | 0.030″ | 16-18V | 60-80 | 50-90A |
| 1/8″ (0.125″) | 0.035″ | 18-20V | 90-130 | 90-140A |
| 1/4″ (0.250″) | 0.045″ | 20-22V | 140-190 | 140-190A |
| 3/8″ (0.375″) | 0.045″ | 22-24V | 170-220 | 160-210A |
This table gives you a solid starting point. If you’re using a Lincoln flux core welder, you’ll want to tweak these settings slightly based on factors like weld position, joint design, and workpiece condition.
How to Adjust Your Lincoln Flux Core Welder Settings
Every Lincoln welder has a few key settings that you need to dial in correctly.
Voltage Settings
Voltage controls the arc length and overall heat input.
- Too high = Excessive spatter, burn-through, and wide, flat beads.
- Too low = Poor penetration and a weak, narrow bead.
For most flux core welding, you’ll want to set the voltage between 14V and 24V, depending on the thickness of the material.
Wire Speed Settings
Wire speed determines how fast the wire is fed into the weld pool.
- Too fast = Excessive buildup, lack of penetration, and an erratic arc.
- Too slow = Inconsistent arc and weak penetration.
The Lincoln wire speed control usually measures in inches per minute (IPM). Thinner materials require lower wire speeds, while thicker metals need higher speeds.
Amperage Settings
Amperage is determined by both the voltage and wire speed.
- Lower amperage settings work best for thin metals.
- Higher amperage settings provide deeper penetration for thicker materials.
Best Flux Core Wire for Lincoln Welders
Choosing the right flux core wire is just as important as setting the correct voltage and wire speed. Lincoln Electric recommends E71T-GS self-shielded flux core wire for general welding.
Here’s a quick guide to choosing the right wire:
| Wire Type | Best For |
|---|---|
| 0.030″ E71T-GS | Thin materials (sheet metal, auto body work) |
| 0.035″ E71T-GS | General-purpose welding (1/8” – 1/4” steel) |
| 0.045″ E71T-11 | Thicker materials (1/4” and up) |
If you’re welding outdoors or in windy conditions, flux core wire is your best bet because it doesn’t require shielding gas.
Troubleshooting Common Flux Core Welding Issues
If you’re struggling with poor welds, here’s how to fix common problems:
Problem: Too much spatter
- Solution: Lower voltage or increase wire speed slightly.
Problem: Weak penetration
- Solution: Increase voltage and amperage for deeper fusion.
Problem: Burn-through on thin metal
- Solution: Lower amperage and wire speed, and use short welds.
Problem: Inconsistent bead appearance
- Solution: Maintain a steady travel speed and check wire speed settings.
Final Tips for Perfect Flux Core Welds
- Test on scrap metal first – Always run a few test welds before working on your project.
- Listen to the arc – A steady “frying bacon” sound means your settings are good.
- Use proper travel speed – Move too fast, and the bead will be thin. Move too slow, and the bead will pile up.
- Check your polarity – Flux core welding requires DCEN (Direct Current Electrode Negative).
- Clean the metal – Even though flux core welding is forgiving, removing rust, paint, and dirt will improve weld quality.
Conclusion
Getting the right Lincoln flux core welding settings is key to producing strong, clean, and reliable welds. It might take a little trial and error, but once you understand how voltage, wire speed, and amperage work together, welding becomes much easier.
If you’re new to flux core welding, stick to the recommended settings chart above, and fine-tune as needed. The right settings will reduce spatter, improve penetration, and give you a stable arc, making the entire welding process much smoother.
Welding is a skill that improves with practice, so keep at it, and don’t be afraid to make adjustments along the way. Once you get your Lincoln welder dialed in, you’ll be laying down beautiful, strong welds in no time!
Frequently Asked Questions
What is the best voltage for flux core welding?
Voltage varies based on metal thickness, but most flux core welding is done between 14V and 24V.
Why is my flux core weld full of spatter?
Excess spatter is usually caused by too much voltage or too high wire speed. Adjust your settings and try again.
Do I need shielding gas for flux core welding?
No, flux core welding does not require gas. The flux in the wire produces its own shielding.
Can I use flux core wire in a MIG welder?
Yes! Just turn off the gas and switch to DCEN polarity for flux core welding.
If you get your settings right, welding with flux core becomes fast, easy, and efficient.